A spray dryer for catalysts is used when a catalyst precursor, support slurry, or suspension must be converted into a controlled powder or granule form. In catalyst production, particle size is not only a powder-handling issue. It affects flowability, packing behaviour, pressure drop, downstream tableting or granulation, and how consistently the catalyst performs in use.
The most important point is this: atomizer speed strongly influences droplet size, and droplet size strongly influences final particle size. But atomizer speed alone does not decide the result. Feed solids, slurry viscosity, binder system, feed rate, inlet temperature, outlet temperature, chamber residence time, and powder separation must all be designed together. Research on spray drying particle formation also identifies atomization and drying kinetics as the two main stages that govern particle size and morphology.
At Acmefil, catalysts are listed under inorganic chemical spray drying applications, and rotary disc type spray dryers are specifically used where slurry atomization and droplet size control matter.
Why Catalyst Spray Drying Needs More Care Than Normal Powder Drying
Catalyst powders are not simple dry solids. The feed may contain:
- Metal salts or catalyst precursors
- Alumina, silica, zeolite, zirconia, or mixed oxide support particles
- Binder or dispersant
- Suspended solids
- Fine abrasive particles
- pH-sensitive or temperature-sensitive chemistry
- Solvent or water-based liquid phase
A normal drying discussion stops at moisture removal. Catalyst spray drying cannot stop there.
For catalysts, the buyer usually wants a powder or granule that has a defined particle size range, acceptable flowability, suitable bulk density, controlled residual moisture, and repeatable morphology. Spray drying has been used in catalyst research and production because it can form spherical or porous catalyst particles with tunable structural properties such as pore size, particle morphology, surface area, and metal loading.
This is why I do not recommend selecting a catalyst spray dryer only by water evaporation capacity. Capacity matters, but catalyst quality depends more on how the slurry is atomized, dried, collected, and validated.
For a wider understanding of the basic equipment layout, read this guide on spray dryer design and components.
How Atomizer Speed Controls Particle Size in a Spray Dryer for Catalysts
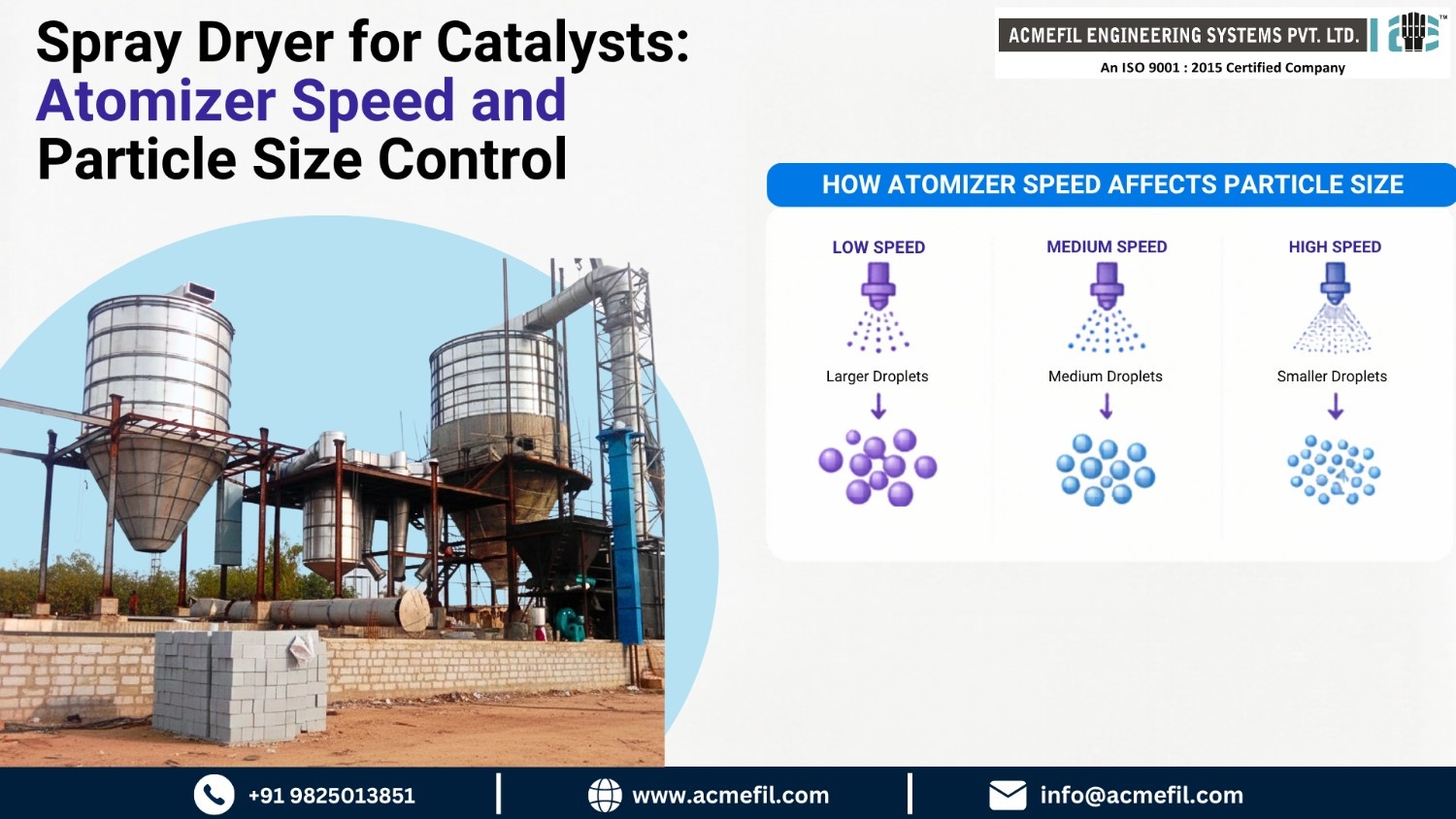
In a rotary atomizer spray dryer, the feed reaches a high-speed rotating disc. Centrifugal force throws the liquid outward and breaks it into droplets. When the atomizer speed increases, droplet size generally reduces. Smaller droplets usually dry into smaller catalyst particles.
That is the simple rule. The real plant behaviour is more detailed.
Final catalyst particle size depends on:
| Parameter | Effect on Catalyst Particle Size |
|---|---|
| Atomizer speed | Higher speed usually creates smaller droplets and finer powder |
| Feed solids concentration | Higher solids can increase particle size and density |
| Feed viscosity | Higher viscosity resists atomization and can create larger droplets |
| Feed rate | Higher feed rate can increase droplet load and affect drying uniformity |
| Disc design or nozzle design | Changes droplet formation pattern and particle distribution |
| Binder level | Affects granule strength, hollow particles, and agglomeration |
| Inlet and outlet temperature | Affects drying rate, shell formation, porosity, and residual moisture |
| Chamber residence time | Affects whether droplets fully dry before wall contact or collection |
| Powder separation system | Affects fine recovery and final collected particle distribution |
The mistake I see often is treating atomizer RPM as a fixed recipe. It is not. One catalyst slurry may become too fine at a certain RPM, while another slurry at the same RPM may still produce coarse, wet, or hollow particles because the solids and viscosity are different.
The better approach is to define target powder properties first, then set atomizer speed during pilot trials.
For more technical background, see spray dryer atomization techniques.
Rotary Atomizer or Nozzle Atomizer for Catalyst Spray Drying?
Both rotary atomizers and nozzle atomizers can be used in spray drying, but catalyst slurries often push the design toward careful atomizer selection.
Acmefil’s rotary disc type spray dryer uses a high-speed rotating centrifugal disc and is documented for fine droplets in the 20 to 75 micron range, with droplet size control through disc selection and speed. Its verified applications include inorganic chemicals.
Acmefil’s nozzle type spray dryer includes pressure nozzle atomization and two-fluid nozzle atomization. Pressure nozzles use feed pressure through an orifice, while two-fluid nozzles use compressed air for atomization.
| Selection Factor | Rotary Atomizer | Pressure Nozzle | Two-Fluid Nozzle |
|---|---|---|---|
| Slurry with suspended solids | Often suitable, depending on abrasiveness and solids loading | Orifice blockage risk must be evaluated | Can work for finer atomization, but air usage and scale-up matter |
| Particle size control | Controlled by disc speed and disc design | Controlled by pressure and orifice | Controlled by air-to-liquid ratio and nozzle setup |
| High viscosity feed | Often more forgiving than small-orifice nozzles | May be difficult if viscosity is high | Can atomize fine, but operating cost and consistency need review |
| Very fine powder requirement | Possible with correct disc speed and feed design | Possible depending on nozzle | Often useful for fine particles |
| Industrial scale operation | Strong option for continuous chemical slurry drying | Good for specific morphology or density goals | More common in lab or smaller specialized systems |
| Maintenance sensitivity | Disc wear and balance must be monitored | Nozzle wear and choking must be monitored | Nozzle and air system must be maintained |
For a direct comparison, read nozzle vs rotary atomizer spray dryers.
What Particle Size Should Catalyst Manufacturers Target?
There is no universal particle size for all catalysts. The right particle size depends on the downstream use.
A fine catalyst powder may be suitable for blending, coating, or further processing. A larger spherical particle may be preferred when flowability and handling are important. If the powder will be converted into tablets, extrudates, pellets, or carrier particles, spray drying must be matched with the downstream forming step.
In catalyst formulation work, particle size also affects surface area utilization, packing behaviour, and reactor pressure drop. A catalyst powder that looks acceptable in a tray sample can still fail in plant handling if it bridges in hoppers, generates excessive fines, or gives inconsistent feed to a tablet press.
The practical target should include:
- D10, D50, and D90 particle size values
- Bulk density and tapped density
- Residual moisture
- Flowability
- Particle morphology under microscope
- Attrition or friability
- Loss on drying
- Chemical activity after drying and calcination, where applicable
This is also why pilot spray drying is valuable. Acmefil’s verified R&D setup includes a lab scale pilot spray dryer with 3 kg/hr water evaporation capacity for process development and trial runs.
You can also review the support page for pilot spray dryer trials.
Spray Dryer for Catalysts: Process Flow
A typical catalyst spray drying process follows this sequence:
- Catalyst precursor or support slurry preparation
- Filtration or milling, if required for dispersion
- Feed tank agitation to prevent settling
- Feed pumping to atomizer
- Atomization into droplets
- Hot air contact inside drying chamber
- Rapid moisture evaporation
- Particle formation and drying
- Powder separation through cyclone and bag filter
- Powder collection, cooling, and packing
- QC testing for particle size, moisture, density, and morphology
The feed tank stage is more important than many buyers assume. Catalyst slurries can settle quickly. If the feed concentration changes during the run, the atomizer receives a different slurry every few minutes. Then the particle size distribution shifts, even if the RPM and temperature remain unchanged.
That is not a spray dryer problem alone. It is a feed preparation and feed handling problem.
Atomizer Speed and Particle Size: Practical Control Logic
When I review a catalyst spray dryer inquiry, I usually do not ask only for capacity. I ask for the particle size target and the feed behaviour.
Here is the practical control logic:
| Desired Result | Likely Process Direction |
|---|---|
| Finer catalyst powder | Increase atomizer speed, reduce droplet size, review feed viscosity and solids |
| Larger particle or granule | Reduce atomization intensity, increase solids, consider fluidized or agglomeration approach |
| Narrower particle size distribution | Stabilize feed solids, improve slurry dispersion, control feed rate and atomizer conditions |
| Less hollow or fragile particle | Review drying rate, outlet temperature, binder, and solids concentration |
| Better flowability | Review particle shape, fines level, moisture, and downstream collection |
| Lower residual moisture | Adjust outlet temperature, residence time, air flow, and feed rate |
| Less wall sticking | Review inlet temperature, glass transition or stickiness, chamber design, and atomization pattern |
Atomizer speed is only one knob. If the slurry contains fine support particles, the dry particle may form through agglomeration inside each droplet. If the feed contains dissolved metal salts, the drying behaviour may create a different particle shell and porosity. If the binder is too high, particles may become larger but less active or more difficult to calcine.
Research on spray drying also shows that particle design is connected to droplet size and drying kinetics, not atomizer setting alone.
For a broader process tuning guide, use optimize spray drying parameters.
When a Fluidized Spray Dryer May Be Better for Catalyst Powders
Some catalyst applications do not need very fine powder. They need larger particles, better granule strength, or controlled agglomeration.
Acmefil’s fluidized spray dryer is documented for larger particles in the 50 to 150 micron range, with moist powder dried in an integrated fluid bed at the bottom of the chamber and fines recycled back into the drying chamber.
This can be useful when the catalyst powder needs:
- Larger particle size
- Improved flowability
- Lower fine dust load
- Agglomerated powder behaviour
- Additional drying after primary spray drying
A fluidized spray dryer is not automatically better. It is better only when the target powder specification needs larger or agglomerated particles. For fine catalyst precursor powders, a rotary atomizer or nozzle dryer may still be more appropriate.
Acmefil’s support page for fluidized spray dryers is a relevant cross-domain reference for this design route.
Important Feed Data Before Selecting a Catalyst Spray Dryer
For catalyst applications, the manufacturer should not quote blindly. These are the minimum details I would collect before sizing the dryer:
| Data Required | Why It Matters |
|---|---|
| Feed type | Solution, slurry, emulsion, suspension, paste, or precursor mixture |
| Solid content | Affects particle size, evaporation load, and bulk density |
| Viscosity | Affects atomization quality and pump selection |
| pH | Important for material compatibility and catalyst chemistry |
| Abrasiveness | Affects atomizer, nozzle, pump, and contact parts |
| Particle size of suspended solids | Affects nozzle choking, slurry stability, and final powder |
| Target final moisture | Defines outlet temperature and residence time |
| Required particle size distribution | Defines atomizer type and process settings |
| Heat sensitivity | Defines inlet temperature limits and residence time |
| Solvent content | May require closed loop design and safety review |
| Downstream use | Tableting, calcination, pelletizing, coating, reactor loading, or blending |
| Required metallurgy | SS 304, SS 316, or other material based on chemistry |
A serious catalyst project should also include a trial plan. Small differences in feed preparation can change the result. A pilot run helps convert assumptions into operating data.
Common Mistakes in Catalyst Spray Dryer Selection
Mistake 1: Selecting the Dryer Only by Evaporation Capacity
A 500 kg/hr evaporation duty does not tell us whether the dryer can make the right catalyst powder. Capacity is only the heat and mass balance side. Catalyst quality depends on atomization, particle formation, powder recovery, and downstream handling.
Mistake 2: Assuming Higher Atomizer Speed Is Always Better
Higher atomizer speed usually reduces droplet size, but finer powder may not be the goal. Excess fines can reduce yield, increase bag filter load, create dust handling problems, or make downstream tableting difficult.
Mistake 3: Ignoring Slurry Settling
Many catalyst slurries settle if agitation is weak. If the slurry concentration changes inside the feed tank, the particle size distribution will not remain stable. A good feed tank and agitation system are part of the spray dryer design.
Mistake 4: Not Checking Nozzle Choking or Atomizer Wear
Catalyst support materials can be abrasive. Nozzle or disc wear changes atomization over time. The system must be designed for maintenance access, wear monitoring, and stable long-run operation.
Mistake 5: Skipping Pilot Trials
For catalyst spray drying, pilot testing is not a formality. It helps define feed solids, atomizer setting, air temperature profile, outlet moisture, powder recovery, and final particle size distribution. Without a trial, both buyer and manufacturer are working with too many assumptions.
If your current plant is already facing unstable output, this spray dryer troubleshooting guide may help identify common causes.
Catalyst Spray Dryer Design Checklist
Before finalizing a spray dryer for catalysts, review these points:
- Is the feed water-based or solvent-based?
- Does the catalyst slurry settle quickly?
- Is the slurry abrasive?
- What is the feed viscosity at operating temperature?
- What particle size distribution is required?
- Is the target powder free-flowing, fine, or agglomerated?
- Is calcination required after spray drying?
- Is the final powder going into a fixed bed, fluidized bed, tablet press, extruder, or coating process?
- What residual moisture is acceptable?
- Is product oxidation a concern?
- Is solvent recovery required?
- Are contact parts compatible with the slurry chemistry?
- Is cyclone recovery enough, or is a bag filter essential for fines?
- Does the project need pilot validation before scale-up?
For the full equipment selection route, read choosing the right spray dryer.
Recommended Spray Dryer Configuration for Catalyst Projects
For most catalyst slurry applications, I would begin the evaluation with a rotary atomizer spray dryer because it gives practical control over droplet size through disc selection and speed. It also handles many slurry-type feeds better than small-orifice nozzle systems, provided the slurry abrasiveness and solids loading are reviewed properly.
But I would not finalize that choice without checking these three points:
- Target particle size
Fine powder, coarse granule, agglomerated particle, or precursor particle all need different drying logic. - Feed rheology
Viscosity, solids loading, and settling behaviour can change the atomization result more than expected. - Downstream catalyst use
A powder that is good for calcination may not be good for tableting. A powder that flows well may not give the desired surface area or pore structure.
Where solvent recovery or oxidation sensitivity is involved, a closed loop spray dryer may need review. Where larger particles are required, a fluidized spray dryer may be more suitable. Where very specific morphology is needed, nozzle atomization should also be tested.
Acmefil’s cross-domain support pages for rotary atomizer type spray dryers, nozzle atomizer type spray dryers, and rotary atomizers are useful references for equipment selection.
Final Takeaway
A spray dryer for catalysts should be selected around particle engineering, not only moisture removal. Atomizer speed is a powerful control point because it affects droplet size and final particle size. But it must be balanced with feed solids, viscosity, temperature profile, residence time, binder system, and powder recovery.
For catalyst manufacturers, the safest route is to define the target particle specification first, then run a pilot trial to lock the atomizer type, atomizer speed range, drying temperature profile, and collection system before committing to a full-scale plant.
FAQs
What is the role of atomizer speed in catalyst spray drying?
Atomizer speed controls how the catalyst slurry breaks into droplets. In a rotary atomizer, higher speed generally creates smaller droplets, which usually leads to finer dried particles. However, final particle size also depends on feed solids, viscosity, feed rate, binder, drying temperature, and residence time.
Which atomizer is best for catalyst spray drying?
There is no single best atomizer for all catalysts. Rotary atomizers are often practical for slurry feeds and particle size control. Pressure nozzles may suit specific morphology or density goals. Two-fluid nozzles can produce fine particles but need careful review for scale-up, air consumption, and slurry behaviour.
Can a spray dryer produce catalyst granules instead of fine powder?
Yes, but the system must be designed for the target granule size. A standard rotary atomizer may produce fine powder, while a fluidized spray dryer or agglomeration approach may be better when larger catalyst particles or improved flowability are required.
Why is pilot testing important for catalyst spray drying?
Pilot testing shows how the actual catalyst feed behaves during atomization and drying. It helps verify particle size, moisture, powder flowability, wall deposition risk, cyclone recovery, and final morphology before investing in a full-scale spray dryer.
What information is needed to quote a catalyst spray dryer?
The manufacturer should know feed composition, solids percentage, viscosity, pH, abrasiveness, solvent content, target evaporation rate, final moisture, target particle size distribution, heat sensitivity, metallurgy requirement, and downstream use of the dried catalyst powder.
For catalyst spray drying, do not start with dryer capacity alone. Start with the powder you need to produce. Share your catalyst slurry details, target particle size distribution, feed solids, viscosity, and final moisture requirement so the right atomizer type, drying profile, and recovery system can be selected.
Siddharth Nair is Technical Director at Acmefil Engineering Systems Pvt. Ltd. he leads solution design and applications engineering across the company’s full product range — spray dryers, multi-effect evaporators, agitated thin film dryers, spin flash dryers, fluid bed dryers, and complete ZLD systems.
His work spans process evaluation, equipment sizing, customer application consulting, and technical proposal development for industries including food and dairy, pharmaceuticals, chemicals, dyestuffs, ceramics, and industrial effluent treatment. He has hands-on commissioning experience across Acmefil’s 500+ installations in India and 15+ countries.
He holds a BTech in Mechanical Engineering from CHARUSAT University and also partners at A.S Engineers, working with blowers, sludge dryers, and industrial conveying systems.


